NDT Inspections
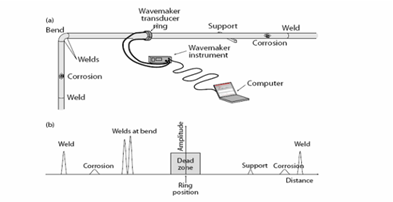
A schematic and diagram of a guided ultrasonic test technique employed by Pipe and Tank Africa.
Condition Assessment with NDT Inspection Technologies
With the aid of non-intrusive diagnostic techniques, such as coating defect detection and corrosion risk profiling, Pipe and Tank Africa can identify the most likely sections of pipeline corrosion damage. At selected dig-up sites, our multi-skilled team is equipped to carry out physical inspections, Long Range Guided Ultrasonic Inspections (GUL), Ultrasonic Corrosion Mapping, and Phased Array Ultrasonics.
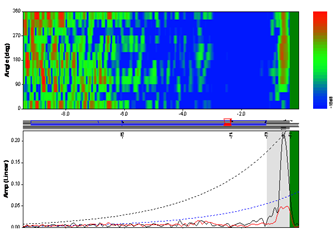
Test results from a guided ultrasonic test.
What we do:
The identification and quantification of metal loss on buried steel pipelines is normally determined by inspection of sample locations. This is because a full inspection of the entire pipeline is impractical and expensive. At Pipe and Tank Africa we employ Pipeline Corrosion Risk Profiling to evaluate and select the perfect sites for inspection.
Once the pipeline is excavated our team can perform four types of inspections:

A potentially disastrous coating defect.
Physical Inspection:
A physical inspection by a corrosion engineer covers the coating defects, the amount of corrosion, and the physical metal loss on the external surface of the pipeline. This allows for accurate quantification of size and depth of metal loss and provides understanding of the root cause of the damage.
Long Range Guided Ultrasonic Inspection (GUL):
This technique utilises specially configured equipment and software to detect internal and external metal loss and weld defects on the pipeline at distances of 10’s of meters either side of the access point. The severity of the metal loss may only be quantified in relative terms as a percentage of cross sectional loss, but these indicated positions may then be further examined physically or by means of accurate quantitative techniques.
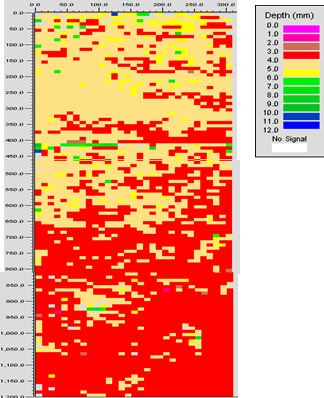
Ultrasonic corrosion mapping.
Ultrasonic Corrosion Mapping:
This technique accurately maps the unseen internal pipeline surface to the extent that actual size and depth of metal loss defects can be determined.
Phased Array Ultrasonics:
This technology allows for the inspection of welds and the identification and quantification of corrosion, cracks and defects within the root and body and cap of the weld.